专注起重研发生产,集销售、服务、维修为一体的公司
以客户价值为中心,以质量赢市场,以创新促发展,管理以人为本,服务以质为先。
以客户价值为中心,以质量赢市场,以创新促发展,管理以人为本,服务以质为先。

您的位置:新闻中心 >
新闻资讯 / 2025-07-24
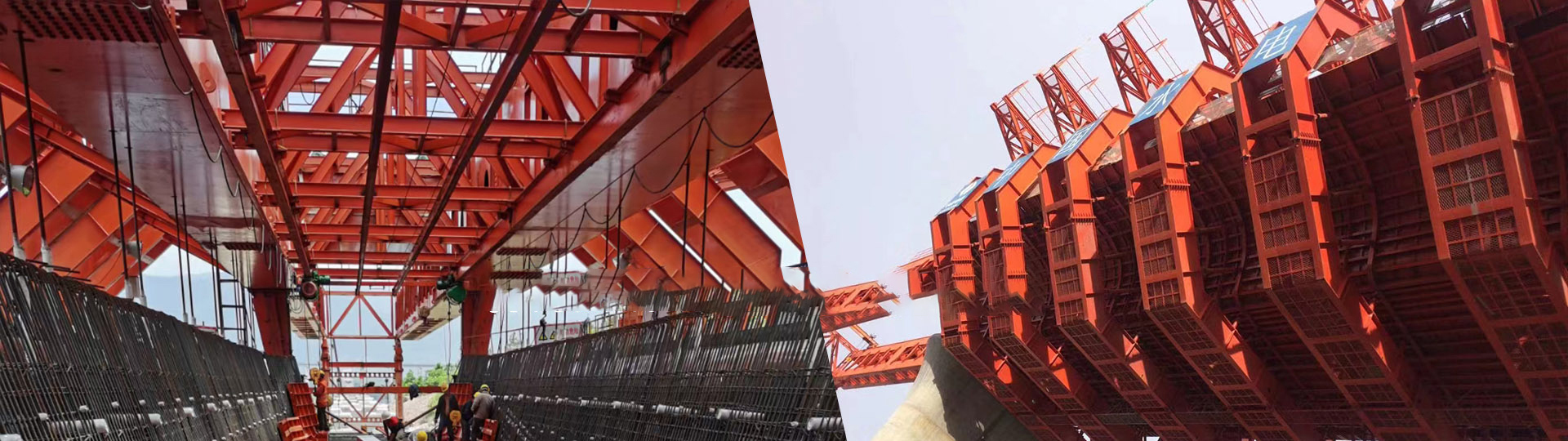
吊具返回尾部是节段拼架桥机施工的关键工序,通过系统化操作实现吊具的安全回收与快速复位,为下一节段拼装提供基础。以下从准备、控制、监测、验证四个维度解析具体流程。

一、返回前系统核查
吊具状态确认
逐根检查钢丝绳断丝量(单股断丝≤10%)及锈蚀程度,卷扬机刹车系统制动距离需≤5cm。液压千斤顶需经第三方标定(精度≤1.0 级),油管保压 5 分钟压降≤0.5MPa。吊具与节段连接螺栓采用扭矩扳手复核预紧力至设计值的 100%,销轴润滑状态需满足往复运动无卡阻。
节段稳定性验证
检查***预应力张拉及压浆完成情况,同条件试块强度需达设计值的 100%。采用超声波检测仪核查节段接缝密实度,胶粘剂溢出量需覆盖接缝面积的 80% 以上。全站仪复核节段三维坐标(纵向偏差≤±5mm,横向≤±3mm,高程≤±2mm),确保节段处于稳定自承状态。
轨道系统检查
清理轨道表面混凝土残留,检查轨距偏差≤±2mm,轨道接头处高差≤1mm。采用塞尺检测轨道压板螺栓预紧力,确保压板与轨道贴合紧密,无松动移位。
二、三维返回工艺控制
路径规划与速度管理
启动卷扬机以 0.3m/s 匀速回收钢丝绳,同步驱动轨道走行系统,通过激光标线仪投射纵向中心线,确保吊具沿设计路径返回。多吊点系统采用 PID 算法协调驱动参数,三维坐标偏差需≤±3mm,同步误差≤0.3°。对于 290 吨主拱肋节段,需将走行速度降至 0.2m/s,并增加导向轮组分散荷载。
尾部对接精度控制
吊具接近尾部时,启动微调千斤顶(行程 ±50mm),通过全站仪实时监测三维坐标,纵向偏差≤±3mm,横向≤±2mm,高程≤±1mm。采用定位销与尾部牛腿快速对接,螺栓预紧力通过扭矩扳手控制(误差≤±5%)。
吊具清理与维护
返回到位后,采用高压水枪冲洗吊具表面混凝土残留,重点清理滑轮组及液压油缸活塞杆。对钢丝绳涂抹专用润滑脂,检查液压系统油位及油温(需≤50℃),更换磨损超限的密封件。
三、过程监测与安全防护
实时数据追踪
激光跟踪仪每秒采集吊具坐标,纵向位移突变>±3mm 时自动触发预警并停机调整。温湿度传感器联动液压油冷却系统,维持油温在 40-50℃;风速≥12m/s 时暂停作业,采用缆风绳临时固定吊具。
高空作业防护
作业平台设置 1.2m 防护栏杆及安全网,作业人员佩戴双钩安全带,悬挂于独立安全绳。吊具移动路径下方设置警戒线,禁止人员停留或穿行。
设备冗余保护
卷扬机设置超载保护(荷载>110% 额定值自动停机),钢丝绳卷筒保留≥3 圈安全圈数。轨道系统两端设置机械式限位挡块,距目标位置 20cm 时触发光电传感器预警。
四、质量验证与记录
位置精度复核
三维激光扫描生成点云模型,与 BIM 模型比对偏差≤3mm。采用水准仪测量吊具四角高程,返回后沉降差≤2mm,确保吊具平面度符合设计要求。
设备性能测试
空载试运行吊具升降及横移功能,检查液压系统压力波动≤±5%,电机温升≤40K。采用超声波探伤仪检测钢丝绳内部断丝情况,重点核查绳头固定端及滑轮接触区域。
数据闭环管理
记录返回时间、走行速度、坐标偏差等参数,生成施工日志。实测数据与设计文件对比,偏差超限需启动二次核查流程。全程执行 “三检制”,重点核查轨道平整度及吊具对接可靠性。
 扫一扫 关注我们的微信
扫一扫 关注我们的微信张经理
河南省商丘市民权县庄子镇逍遥社区90号
河南鹏跃起重机有限公司 网站地图