专注起重研发生产,集销售、服务、维修为一体的公司
以客户价值为中心,以质量赢市场,以创新促发展,管理以人为本,服务以质为先。
以客户价值为中心,以质量赢市场,以创新促发展,管理以人为本,服务以质为先。

您的位置:新闻中心 >
新闻资讯 / 2025-08-20
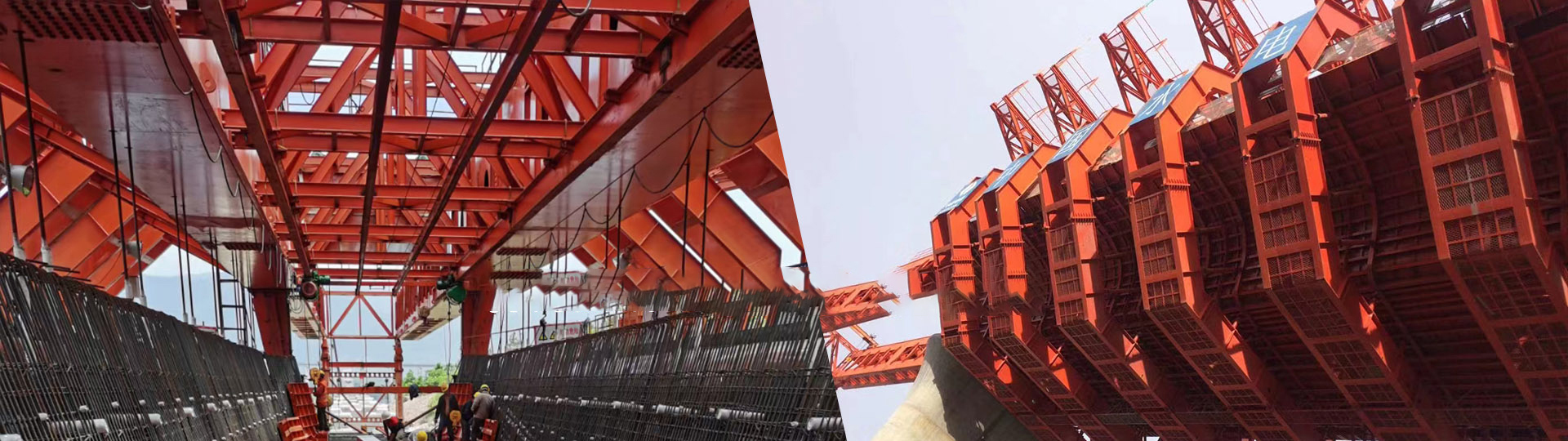
钢箱梁吊装与定位精度控制需通过全流程工艺优化实现,重点从吊前准备、过程控制、动态调整三方面系统把控。

一、吊装前精细化准备
基础与场地处理:采用 C30 混凝土扩大基础,地基承载力≥150kPa,顶面平整度误差≤3mm。吊机站位区域铺设 20cm 厚级配碎石 + 10cm 钢板,确保支腿沉降≤2mm。
吊装机具核验:选用双机抬吊或 "主从式" 液压同步系统,吊具采用 Q345B 型钢专用吊具,吊点按梁段重心计算,通过有限元模拟验证应力分布。试吊时加载至 1.2 倍设计荷载,持荷 30 分钟无异常。
节段预拼装:在工厂胎架上进行三维坐标定位,接口错边量≤2mm,整体线型偏差≤5mm,标记吊装方位线与定位基准点。
二、吊装过程动态控制
多吊点同步技术:采用 8-12 台液压千斤顶集群控制,同步误差≤2mm,通过 PLC 系统实时反馈各吊点荷载,偏差超过 5% 自动报警停机。
实时监测体系:安装激光全站仪(精度 ±1mm+1ppm)监测平面位置,北斗定位系统(精度 ±2mm)监测高程,每 5m 设置监测点,顶推过程中每 2m 采集一次数据。
防风与防晃措施:风速>6 级时停止吊装,梁体两侧设置 Φ32mm 缆风绳,端部安装液压阻尼器,限制摆动幅度≤10cm。
三、定位调整与固定
三级精度调整:
粗调:采用 200 吨液压千斤顶调整平面位置,误差控制在 30mm 内;
精调:使用三维千斤顶(精度 0.1mm)进行毫米级微移,结合智能张拉系统对纵向预应力进行微调;
终调:通过反拉板与千斤顶组合装置(专利 CN20579816U)矫正顶板错台,最终偏差≤10mm。
临时固结技术:定位后立即安装临时牛腿与高强螺栓(预紧力≥250kN),腹板与桥墩采用 8mm 厚连接板焊接,焊缝高度≥6mm,形成刚性约束。
焊接固定工艺:采用 CO₂气体保护焊(ER50-6 焊丝)对称施焊,层间温度控制在 100-150℃,焊缝 100% 超声波探伤,一级焊缝附加 10% 射线抽检。
四、稳定性保障措施
临时支撑体系:在支点处设置 Φ609×16mm 螺旋焊管临时立柱,顶部安装 HW300 型钢分配梁,承载力≥1.5 倍设计荷载。
动态平衡控制:通过光纤光栅传感器监测应力变化,当应变超过设计值 80% 时自动触发预警,启动备用液压系统补偿荷载。
应急预案:配备 2 台 500 吨汽车吊作为应急救援设备,设置防落梁装置(Φ32 精轧螺纹钢筋),允许 ±20cm 位移的同时限制过大晃动。
施工全程采用 BIM 模型进行三维可视化模拟,实际偏差与模型对比误差≤15mm。通过 "预控 - 精调 - 固结 - 监测" 闭环管理,可将节段吊装定位偏差控制在 10mm 以内,焊缝一次合格率达 98% 以上,确保钢箱梁安装全生命周期稳定性。
 扫一扫 关注我们的微信
扫一扫 关注我们的微信张经理
河南省商丘市民权县庄子镇逍遥社区90号
河南鹏跃起重机有限公司 网站地图